
The Cutlass Bearing
Replacing a cutlass bearing is not a tough project but does require some thought. On some boats the bearing is inside the dead wood making replacement more of a task than when it’s mounted in a strut. These instructions deal with replacing a strut mounted cutlass bearing.
TIP: To remove and replace a cutlass bearing with the shaft still in place I strongly advise using a Strut-Pro Tool.
While there are some commercial tools designed for cutlass bearing removal, such as the Strut-Pro they can be a bit pricey for a DIY to replace just one bearing. Some owners associations have purchased them and allow their members free use of the tool. The Catalina 34 organization owns one such tool. These tools work well and don’t require the shaft be removed, a big plus and huge time and cost saver.
Occasionally when a bearing has been installed for a while they can become frozen or corroded in place. In these instances the shaft would need to be removed anyway even if you had a cutlass bearing tool.
This article focuses on the removal of a cutlass bearing once the shaft has already been removed.
RANT ON:
Cutlass vs. Cutless®
Before we move on I should address the issues of the words cutlass vs. Cutless®. The word Cutless® is a registered trademark of Duramax Marine® LLC. It is a BRAND NAME for a sleeve or stave bearing.
Duramax purchased this name, and product, from Firestone Rubber many years ago. When Firestone developed the product they named it the Cutless®. Cutless® is a branded product name. People call soda “Coke” all the time, even if it is not the brand they are drinking.
Over time the marine industry began using the spelling cutlass perhaps because a windlass is not a windless, I don’t really know, but it happened. The long and short is that over time the word spelled cutlass has become an industry wide accepted generic term whether Duramax likes this or not. It is very tough to change history after it has evolved.
It should be noted that Duramax strongly disagrees with anyone using the term cutlass, with an “a”, as they feel it is simply too close to the word Cutless®, which is their brand of a stave or sleeve bearing. They feel using the word cutlass is intentionally misleading.
Duramax has been fighting hard to get anyone they can to stop using the word cutlass, including small time bit-players like me. When I spoke with them I made sure to mention the bearing I used was not one of their products. If I had used the word Cutless®, it would be false advertising and unfair to my readers. On top of that using the word Cutless® would be free advertising for Duramax.
I could really care less about the free advertising aspect, but if I did not use a Duramax bearing I am simply not going to call it a Cutless®. This is akin to re-filling Heinz Ketchup bottles in a restaurant with generic ketchup. It’s not Heinz, so why try to pretend it is… This bearing was not a Cutless®, so I am not going to call it one.
Duramax owns the rights to the word Cutless®, in many countries, though Australia recently shot them down because Australia believes the word cutlass is an accepted generic term..
The proper generic terminology for these bearings is stave bearing or sleeve bearing. So where’s the rub? Sadly the vast majority of boaters would not know what I am talking about, had I used the title;
“Replacing A Sleeve Bearing“
I chose the word cutlass carefully because it is well accepted, and understood by most boaters, as to what it is and describes. Had I physically used a Cutless® bearing then I would have used the word Cutless® but this one was not a Cutless® brand….
It should be noted that Vetus, a considerably larger world wide marine company than Duramax, continues to market their stave/sleeve bearings, even in the USA, as Cutlass bearings.

Here is yet another actual manufacturer or bearings calling them the accepted generic term Cutlass..
So, Cutless® is a brand name, & Duramax feels using the word cutlass is an infringement on their trade mark? Vetus, many magazines, marine chandlers, books, the country of Australia, and maritime history, all seem to accept the word cutlass as a generic term.
You the readers will have to decide whether to call it a Cutless®, cutlass, stave or sleeve bearing. I have simply chosen a term that is well accepted and understood by most boaters.
Do Quality Bearings Matter?
I prefer to use either Morse or Johnson Duramax manufactured bearings. I have found the consistency and accuracy of these product to be high of consistent quality. I have seen too many “generic” bearings not meet the spec size, come unglued from the shell, use a very low quality Home Depot grade yellow brass that completely corrodes quickly etc. etc.. It is simply not worth it to purchase a bearing from an unknown source or unknown internet vendor. Hamilton Marine in Maine is a great source for Johnson-Durmax Cutless® bearings. Vetus, Morse Marine, Johnson Duramax and Buck Algonquin (Buck’s are Duramax manufactured Bearings) are all what I consider reputable bearing suppliers.
I will give you one example of how the use of a cheap eBay sourced bearing cost an owner considerably more than he saved, lots more. A customer ordered a generic cutlass bearing and quickly realized the scope of the project was beyond his capabilities. He then hired me to remove the old one and install the new one. I don’t like to install owner sourced parts, but sometimes it goes with the job, and this is one of the reasons why.
When I got to the vessel the eBay sourced no-name bearing was under sized and not machined to standard industry spec for its “marketed” size. I had to decline & refuse to install the bearing, it was simply not safe. I told the customer I could have one by the next day. He insisted on returning & getting another from his eBay supplier. Sure why not, it’s his money and he’s proud of his cheapness frugal nature, so I figured I’d let him play out his fantasy of saving money on eBay.
On trip #2 the next bearing came in, once again, undersized. Again, the owner insisted he would make this right after I basically insisted he let me source the correct bearing from a legitimate supplier and manufacturer. Remember, he has now been billed twice for travel/minimum charges only to stand there twiddling my thumbs to tell him once again, “it’s too small“. The third bearing he got was not even in the same league and so far off it was not even laughable. On that visit I suggested that he call someone else if he insisted on wasting my time.
At this point I asked him how much this bearing cost, seriously I really just had to know…. Very proudly he said; “Oh it was only $38.00 and “free” shipping.” Hmmmm it has now cost him over $275.00 in travel and minimum charges to save a grand total of………are you ready………. $8.99 !!!!!!!!! That is, the Johnson-Duramax Cutless® bearing I eventually sold him, was just $8.99 more than what he paid for his glorious eBay special. The Cutless® bearing fit perfectly and went in without issue. To save $8.99, the customer spent an additional $275.00, inclusive of multiple trips by me to his boat, for a removal & re-installation, that should have taken less than 2 hours in total.
Don’t be over-consumed by your penchant to save a few pennies, on a critical piece of gear, that needs tolerances tighter than unknown sources can apparently deliver. Please stick with brand-name known quality parts. Don’t be penny wise and pound foolish.
Remove Set Screws
The first step is to remove the set screws. Often times they are filled with crud and growth and must be cleaned before you can get an allen wrench in there. I find a nail or coat hanger a good tool for cleaning out the allen heads.
You may also want to hit the set screws with some P.B. Blaster before attempting to remove them. If you see what looks like red or blue Locktite you may want to heat the set screws with a heat gun before trying to remove them. This will avoid the potential stripping of the allen heads. An impact driver can often remove set screws without stripping them. The fast impacts break them free often with ease.
Please be aware that not all struts have set screws. Clean the strut to bare metal and look for them. If you don’t have them, move onto the next step.

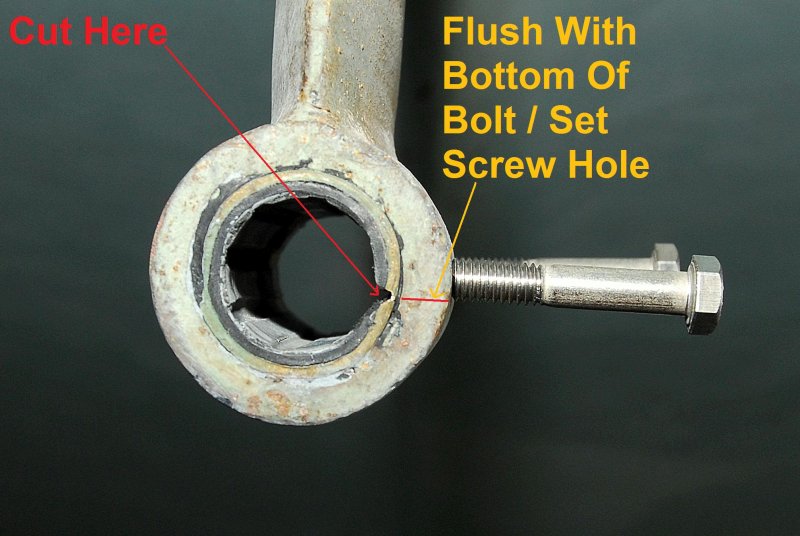
Cut Into The Bearing
In this photo you can see I have already made the cut through the bearing. The location of this cut is critical if your strut uses set screws. Some boats do not use set screws so the cut location is not as critical but on struts with set screws it’s far easier to utilize the set screw tappings to aid in breaking free the bearing.
The location of the cut should be opposite either the top or bottom of the set screw tappings. This way the bolts are pushing right at the bearing cut in order to split it inward. The picture denotes the optimum cut location of you have set screws. Without set screws two cuts 180 degrees apart make for easier work.
Making the cut can be done two ways:
#1 Cut it by hand with a hacksaw
#2 Cut it mechanically with a Sawzall.
I do not recommend using a Sawzall if you are not experienced in its use. Only use a reciprocating saw if you have the skill and ability to finesse it for this level of exacting use. If using a hacksaw, you simply remove the bade and insert it through the bearing then re-assemble the saw around the strut. Some folks suggest installing the blade upside down, but I honestly find it more accurate and easier to be holding the handle in its proper hacksaw orientation.
TIP: I recommend using Lenox hacksaw blades.
When making the cut for a set screw bend you do not need to cut all the way through the bearing but do cut evenly. You do however need to be about 99.5% of the way through the bearing shell or thinner than a piece of copy paper.
IMPORTANT: Applying more pressure on one end of the bearing than the other will result in an uneven cut. The saw blade needs to have 100% even pressure across the bearing in order to make an even cut. You want both ends of the bearing to become paper thin at the exact same time. If you do cut all the way through and score the inner surface of the strut it’s not a huge deal. If however you do this every time you change the cutlass it can get bad over time.
In this photo you can see that I have cut the bearing paper thin and not scored the strut in the process. I used a Sawzall with a very fine tooth metal cutting blade. I have lots of experience with reciprocating saws and feel quite comfortable with them. You’ll have to make that decision on your own. If you are in the least bit questioning your skill please use a hacksaw with a good quality blade like a Lenox.
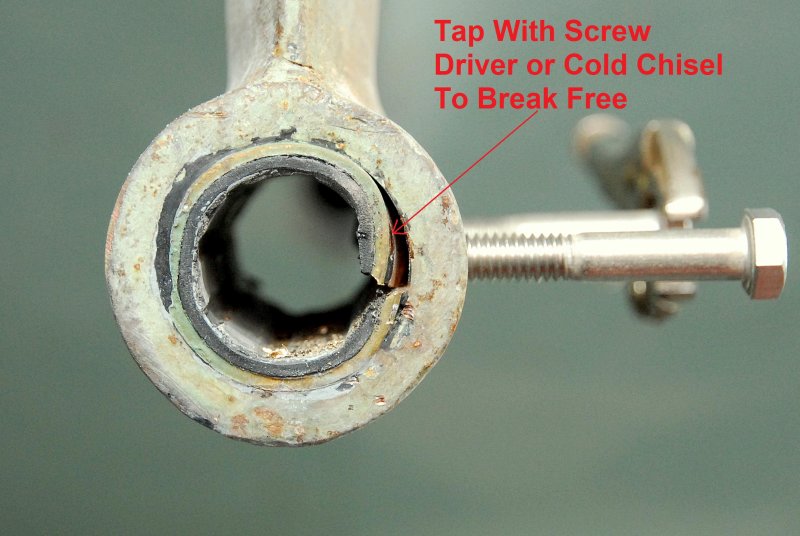
Bend The Bearing Inward
With the bearing cut paper thin I use a cold chisel and dead blow hammer to make the first split of the bearing by setting it on the bearing shells edge and lightly tapping inward. Be careful not to damage the strut when doing this. The chisel will start the ripping of the very thin surface left in the cutlass bearing. Once you’ve started the rip simply insert some hex head bolts into the set screw holes and tighten them evenly. By doing this, provided the bearing is not totally corroded to the strut, you’ll collapse the cutlass bearing inward relieving the matting surface pressure in the process.
If you do not have set screws your next move is to use a maple dowel or piece of thin fiberglass tapped between the strut and the bearing to split it along its entire length.
A much better option, with a stuck & corroded bearing, is to take the time to make two cuts. Please do not use a screw driver or metallic object to pound and split the bearing. A metallic object could quite easily score the inside of the strut as it may be a harder metal. Use an object that is softer in composition than the strut and please don’t pound on it. Light tapping is all that should be needed to split the bearing shell from the strut..
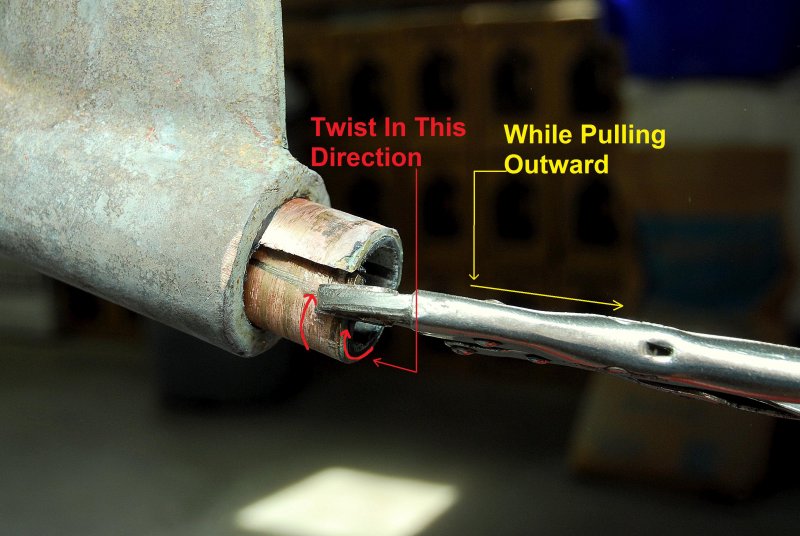
Twist & Pull
Once you’ve collapsed the bearing inward, simply grip it at the bend with a pair of pliers and twist with the direction of the bend, as shown, while pulling at the same time.
Polish / Clean Bearing Surface
The next step is fairly simple but you must be careful not to remove too much of the struts surface when cleaning it. To clean the bearings mating surface I use a Dremel with the Magic Wand attachment and the burgundy Scotch-Brite/abrasive wheel product# 512E. Using the Dremel this cleaning task takes all of about 30 seconds.
The burgundy abrasive wheel is a 320 grit equivalent. If you do this by hand use a 320 wet sand paper, or close to it, so you do not damage or remove too much surface area. If you remove too much of the strut when cleaning you can literally destroy the fit tolerance and press fit nature of the bearing into the strut.
Remember this is simply a cleaning of the bearings mating surface not a sanding..


Install Bearing
Installing the bearing is actually quite easy. It requires some threaded rod, use at least 1/2″, about four nuts, and some large and thick washers or sole flat stock steel with a hole drilled.
The most difficult part is actually getting the bearing started. You’ll want the bearing to go in perfectly straight so care must be taken to get it perfectly straight before beginning to tighten the threaded rod. If it goes in crooked it will bind and you can ruin the bearing.
You may want to lube the inside of the strut, and the outside of the cutlass, with regular Ivory soap in bar form, glycerin works too. Once the soap gets wet it dissipates and unlike grease or other lubes will not compromise the press fit of the bearing in the strut.
Grease Between Washers
TIP: I use a spark plug wrench to slide over the threaded rod and a deep drive socket on the other end.
TIP: There is tremendous force required to press a properly fitting bearing into a strut. You can use two heavy duty washers with the smooth sides facing each other. Most all washers have a smooth side and a rough side.
Between these two washers I apply some trailer bearing grease so they rotate on each other easily. This prevents the washer from wanting to turn on the face of the cutlass bearing and really makes it significantly easier to tighten and press the cutlass into the strut. If you can find a bronze washer you can sandwich it in between two steel washers and make a nice lubed bronze thrust washer.
TIP: Use thick washers, and multiple washers if you need to. Thin washers can bend or dish and you can destroy the cutlass bearing by flaring the end.
TIP: Use at least 1/2″ threaded rod. 1/2″ should be the minimum size not maximum.. This is not a job for wimpy threaded rod and 3/4″ would be an even better option. The pressure of pressing this bearing into the strut actually destroyed the threads on this 1/2″ threaded rod. A bearing with a true press fit will ideally require 3/4″ or larger diameter threaded rod..


All Done
Press the bearing until it is flush with the end of the strut. Re-install the set screws with blue Loc-Tite and you’re done.
IMPORTANT: The bearing shell should be “spotted” with a drill to accept the heads of the set screws. Please be very careful doing this. It is easy to go through the bearing wall and also easy to damage the set screw threads with the drill if it is not well centered. Just a slight dimple is all that is necessary.
Unless you own a hydraulic or mechanical press, like the Strut-Pro, the easiest and most reliable way to replace a cutlass is to do it with the shaft removed.
TIP: I recommend replacing a cutlass bearing any time you have the shaft out as they are cheap insurance.
This entire job, from start to finish, after the shaft was already removed, even with taking these photos, was about 30 minutes. If you need to make two cuts it could take slightly longer.
Good luck & happy boating!